教えて!ニックスのコーナーです。
私たちの身の回りにある物質のほとんどは加熱すると膨張し、冷却すると収縮する特性を持っており、プラスチックも同様です。
今回はプラスチックの収縮率や金型の寸法について簡単にご紹介いたします。
プラスチックの収縮と収縮率
射出成形では加熱して溶融した樹脂を金型内に充填、冷却、固化させることにより作製をしています。
・射出成形についてはこちら(教えて!ニックス第6回)から
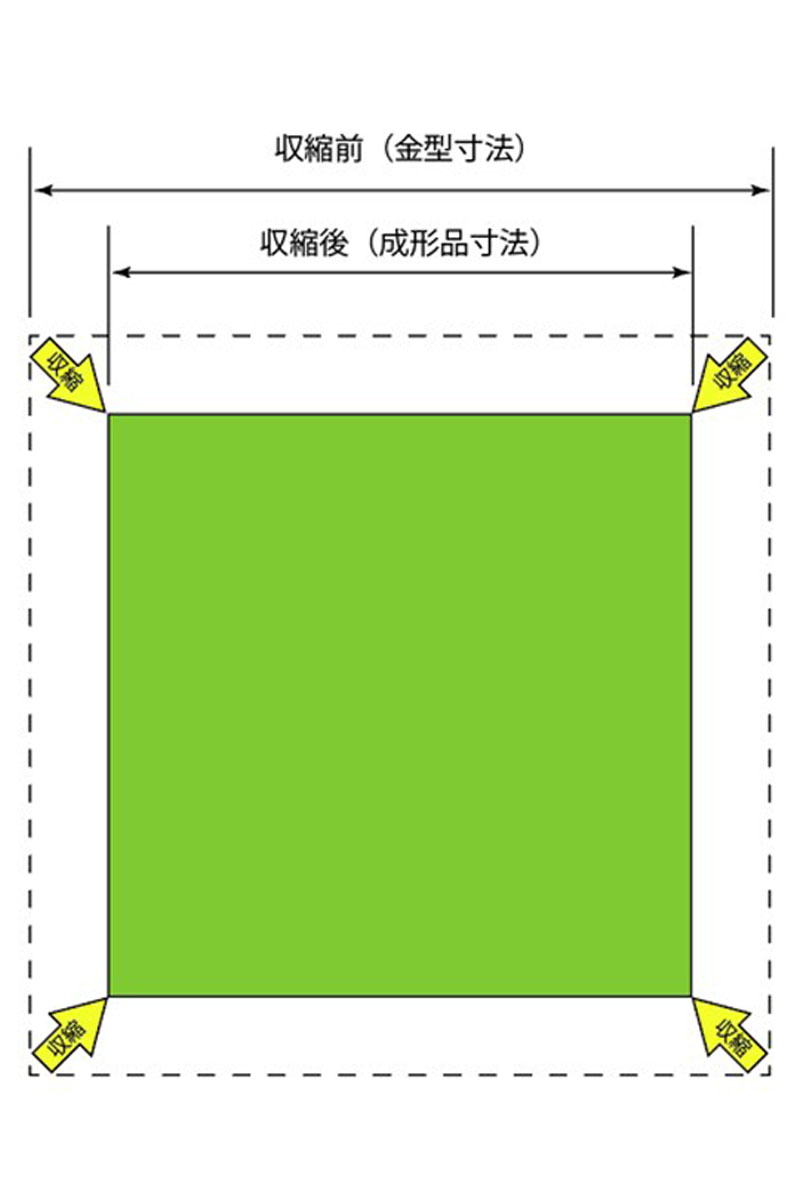
成形時や成形終了後に、金型から取り出した製品が常温まで冷却する際に発生する体積の収縮を「成形収縮」といい、収縮前の寸法(金型の寸法)と収縮後の寸法(成形物の寸法)の寸法差の比率のことを「収縮率」といいます。
金型を設計する際にはこの収縮率を考慮し、諸条件を決めて成形する必要があります。
収縮に影響する要因
成形品の収縮に影響する要因には、成形する際の条件や作製をする製品の形状などが挙げられます。
・成形条件(樹脂温度、金型温度、冷却時間、保圧¹⁾ など)
・成形品の形状(寸法、肉厚 など)
・樹脂の種類ごとの収縮率の差(密度の違い)
■成形品の収縮に影響する要因
| 要因 | 条件 | 収縮率 |
|---|---|---|
| 樹脂密度 | 高 | 小 |
| 低 | 大 | |
| 樹脂温度 | 高 | 大 |
| 低 | 小 | |
| 金型温度 | 高 | 大 |
| 低 | 小 | |
| 冷却時間 | 長 | 小 |
| 短 | 大 | |
| 保圧 | 高 | 小 |
| 低 | 大 |
■各原料の収縮率
| 樹脂の種類 | 収縮率 |
|---|---|
| PP(ポリプロピレン) | 10/1000 ~ 25/1000 (1.0% ~ 2.5%) |
| PE(ポリエチレン) | 15/1000 ~ 40/1000 (1.5% ~ 4.0%) |
| POM(ポリアセタール) | 15/1000 ~ 25/1000 (1.5% ~ 2.5%) |
| PS(ポリスチレン) | 4/1000 ~ 7/1000(0.4% ~ 0.7%) |
| PC(ポリカーボネート) | 5/1000 ~ 7/1000(0.5% ~ 0.7%) |
| ABS(アクリロニトリル・ブタジエン・スチレン) | 4/1000 ~ 9/1000(0.4% ~ 0.9%) |
金型寸法が全長1000mmのものが10~25mm小さくなる → 成型後は990~975mmになります。
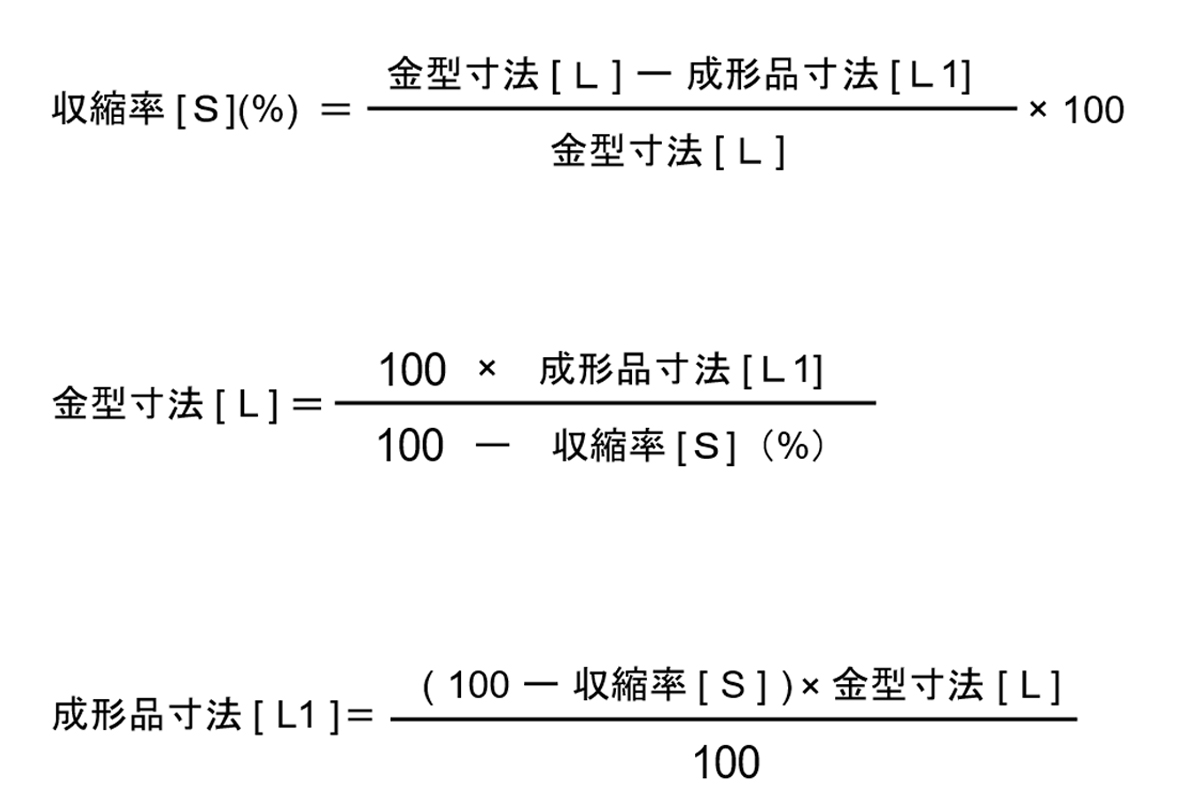
収縮率の計算
成形品の収縮率は収縮前の寸法(金型寸法)と
収縮後の寸法(成形寸法)から計算ができます。
また同様に、成形寸法と使用されている樹脂の種類が分かっていれば樹脂ごとの収縮率から金型寸法が計算できます。
私たち成型メーカーでは金型を設計する際、使用する樹脂の収縮率を考慮しながら目指している製品寸法になるように金型寸法を決めています。
今回はプラスチックの収縮に関する要因や計算方法ついてのご紹介でした。
ご紹介したように成形品の収縮は様々な要因の影響を受けるため、収縮率を考慮していても成形品が想定と異なる寸法で出来上がってしまう可能性があります。
新たな製品を量産するまでには金型の温度や成形後の冷却時間等の最適な成形条件の模索を行っています。

教えて!ニックス